| 全国24小时咨询热线: |
18653855692 |

| 全国24小时咨询热线: |
18653855692 |
186-5385-5692
普惠建筑工程节能技术服务有限公司
联系人:邢经理
电 话:18653855692
邮 箱:puhui164@163.com
网 址:www.hzphmk.com
地 址:山东省菏泽市鄄城县
旧城镇西刘楼村
修建模壳是用于钢筋混凝土现浇密肋楼板的一种东西式模板。它省去大梁,削减立柱,使得修建的有用空间大大添加,层高也相应下降。与现浇楼板与一般楼板比较,修建模壳可下降混凝土与钢材用量,大幅下降工辽宁加工模壳程造价。模壳结构技能特性:模壳与混凝土之间有较强的别离才干,它塑性较好,能够跟着混凝土的温度变形而变形。模壳施工工艺简略,在楼板底模铺好后,直接安放模壳,调整、固定模壳、最终绑扎小肋梁钢筋即可。模壳施工速度快,在混凝土浇铸后,模壳同混凝土别离在一起,不必拆模加工模壳租赁壳,省时省工。模壳施工次序:测量放线(轴线,肋中心线,必定立杆方位,找平)→搭设支撑立杆及程度杆→支框架梁模板→支肋梁模板→刷脱离剂→放置模壳→绑扎钢筋→浇筑砼,维护→拆模壳→拆支撑及主龙骨。

塑料壳是20世纪70年代由玻璃钢壳发展而来的现浇带肋楼盖专用模板,玻璃钢壳是由玻璃钢制成的。四角容易磨损,露水蓬松。灌溉时很容易粘在混凝土上。模具拆卸困难,影响了模具的重复使用。为了满足耐磨性的要求,需要增加树脂(塑料)的厚度,这将增加部件,提高报价。因此,玻璃钢壳体不能广泛应用。上世纪80年代初,我国发展了聚丙烯塑料模具壳,并从中型发展到大型组合模具壳,形成了一系列。这种模具具有强度高、耐磨、不易老化、厚度均匀、四角无初应力、耐磨性好、不易开裂等特点。 现浇双密肋结构整体性好,刚度大,抗震能力强。由于脱模造型美观新颖,可省略吊顶,后处理方便。地板下的每个沉箱都能起到吸声作用。从施工角度看,影响建筑物施工速度的主要原因是混凝土达到模板足够强度的时刻,即模板及其支撑系统必须固定在灌溉混凝土的方向上,直至混凝土达到所需强度。这样,原来可以重复使用的设备就占用了很长时间。如果我们想加快施工进度,就必须购买或租用大量的模板、支架和设备。但是,聚丙烯塑料外壳可以选择原模板法快速剥离的形式。外壳和5%的支撑系统可以在2?混凝土浇灌后第3天,在混凝土养护期间,支撑系统的减少不会引起板的变形。一般情况下,一层可以在7天内完工,从而大大缩短了工期。这种塑料外壳可多次重复使用,施工方便,支护操作简单,操作人员技能要求不高,有利于施工安排,脱模简单。

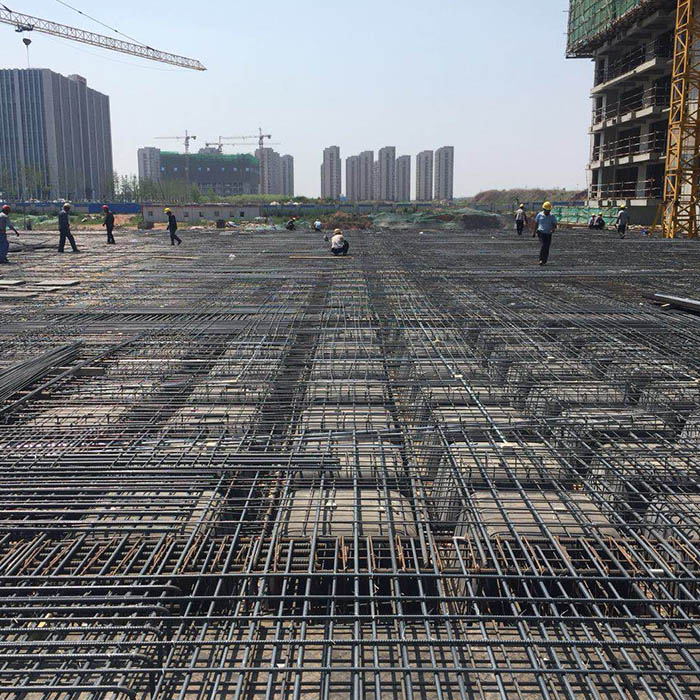
建筑模壳调至施工现场前,由项目质检员对模壳进行检验,重点检查模壳尺寸、强度、平整度等性能,避免破损及出现翘曲的模壳运至施工现场。 1、建筑模壳现场安装 梁底模铺设完毕后,弹出中心线及模壳控制线,沿建筑模壳控制线粘贴双面海绵条,模壳边线与模壳控制线重合。对于翘曲严重的模壳及时更换,以免混凝土漏浆。 2、混凝土浇筑 在浇筑混凝土时存在爆模、跑模或模壳破裂而引起的质量问题,会给装修阶段的处理造成困难。对浇筑过程中出现的爆模、跑模现象应及时处理,将建筑模壳爆模、跑模处尽量顶回原位。

采用建筑模壳四大优势建筑相应国家号召,走节能环保大道,采用高科技新型产品相应国家号召,走节能环保大道一、由于建筑模壳中梁高度一般为L/25~30(L为梁的跨度)架梁L/8~12,由此可以节约60~70%的梁高,从而有以下优点:A:在使用高度不变的情况下,可以降低层高400~800mm,从而节约1/5~8的砌体材料等。B:由于密肋的存在能够均衡受力,使得建筑空间可以灵活分割二、由于模壳、密肋的使用,且模壳与混凝土构件形成整体,长期参与结构作用,从而有以下优点:A:使得整个楼盖构件受力更加合理(更符合刚性板的假定)。B:楼板不易产生裂缝,不易产生渗漏现象。三、采用建筑模壳楼盖较普通楼盖自重每平米减少1.0~1.5KN,减少混凝土量节约20%~30%,使整个建筑自重减轻8~15%,从而有以下优点:A:由于自重的减少可以使基础造价节约6~12%。B:由于自重的减少可以节约主梁的用钢量3~8%。C:由于建筑模壳的使用可以节约板的用钢量60~80%。(不含肋梁钢筋)四、建筑模壳是工厂化生产,从而有以下优点:A:肋梁模板安装完成后,直接放置在底板上即可,可操作性好。B:只需安装肋梁底模,模壳直接安放所需时间较短。C:工厂化生产尺寸相对准确,质量轻、安装方便、免拆模,工人劳动强度低,为施工现场节约时间。

(1)将氯化镁和水以3:2的比例置入容器并搅拌,使氯化镁完全溶解,制成波镁度为26-30的溶液,备用。(2)将作为骨料的氧化镁与稀土粉充分混合,备用。(3)将环氧树脂置入容器,加入相应的偶联剂,搅拌均匀后倒人氯化镁溶液使充分混合,再倒人骨料氧化镁和稀土粉,充分搅拌均匀使成糊状的粘接糊。(4)按欲制模壳的形状和尺寸选定或制作模具,在模具表面涂上脱模剂。在涂有脱模剂的模具上均匀地涂复一层由步骤(3)制得的粘接糊,然后铺设一层碳纤维布并压实,再涂复一层粘接糊;如此反复操作多次直至达预定厚度为止,然后加压(0.5MPa即可)、加温至80-100℃并保温30分钟),成型后脱模。

菏泽普惠建筑工程节能技术服务有限公司
手机:186-5385-5692
邮箱:puhui164@163.com
网址:www.hzphmk.com
地址:山东省菏泽市鄄城县旧城镇西刘楼村
